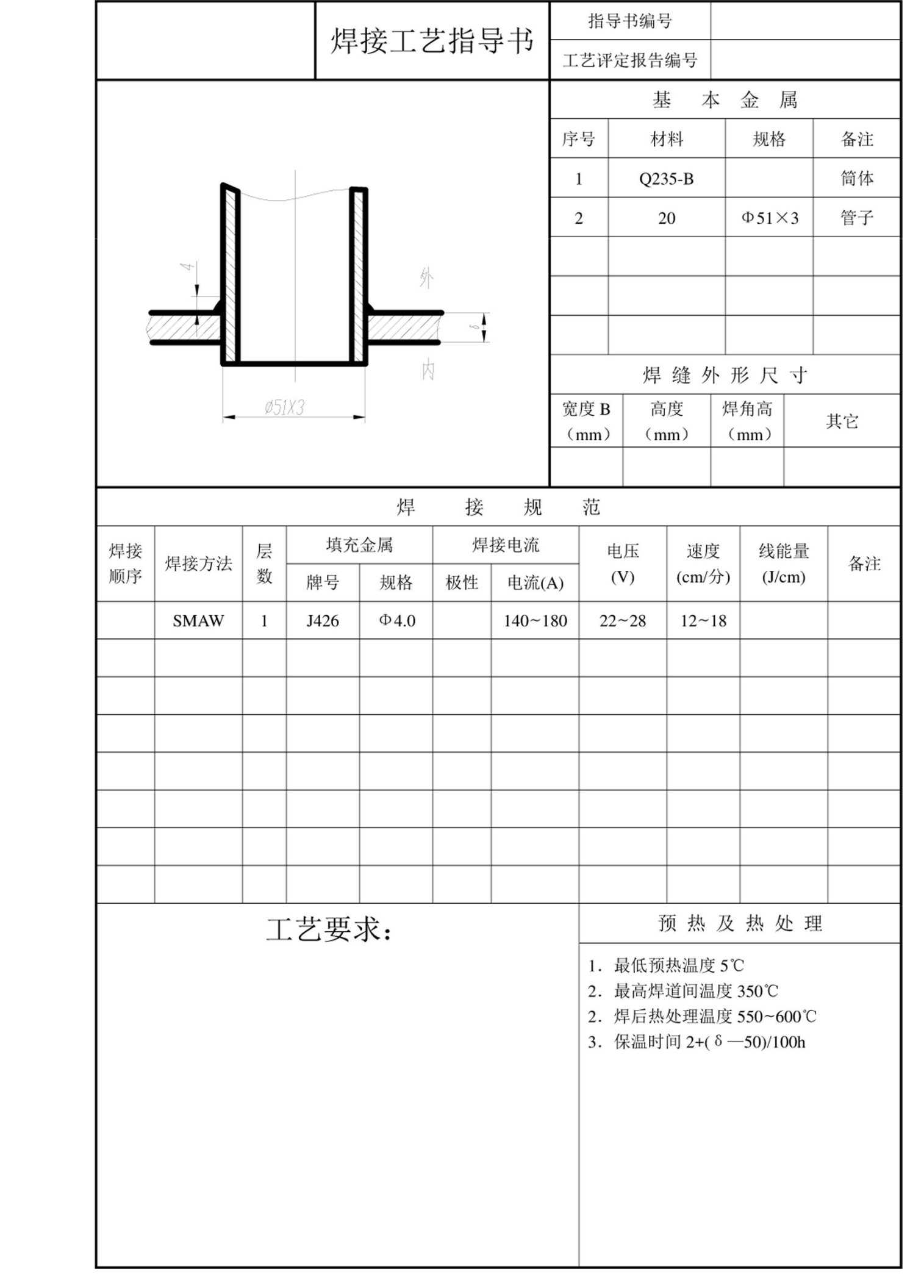
锅炉受压元件焊接工艺指导书
焊接顺序焊接方法层 数填充金属焊接电流电压(V)速度(cm/分)线能量 (J/cm)备注牌号规格极性电流(A)SAW1H08MnA04.062()〜66034 〜3640 〜43焊 接 规 范预热及热
锅炉受压元件焊接工艺指导书

 锅炉受压元件焊接工艺指导书锅炉受压元件焊接工艺指导书
锅炉受压元件焊接工艺指导书锅炉受压元件焊接工艺指导书