大型钢结构组焊工艺
组装顺序组装部件组装工艺过程磨锈组装焊接焊缝修磨修整除锈涂装划线操 作 要 点质 量 要 求第四部分 主梁主梁=1 图号:QY548A3 重量:466t主梁制做原则:主梁
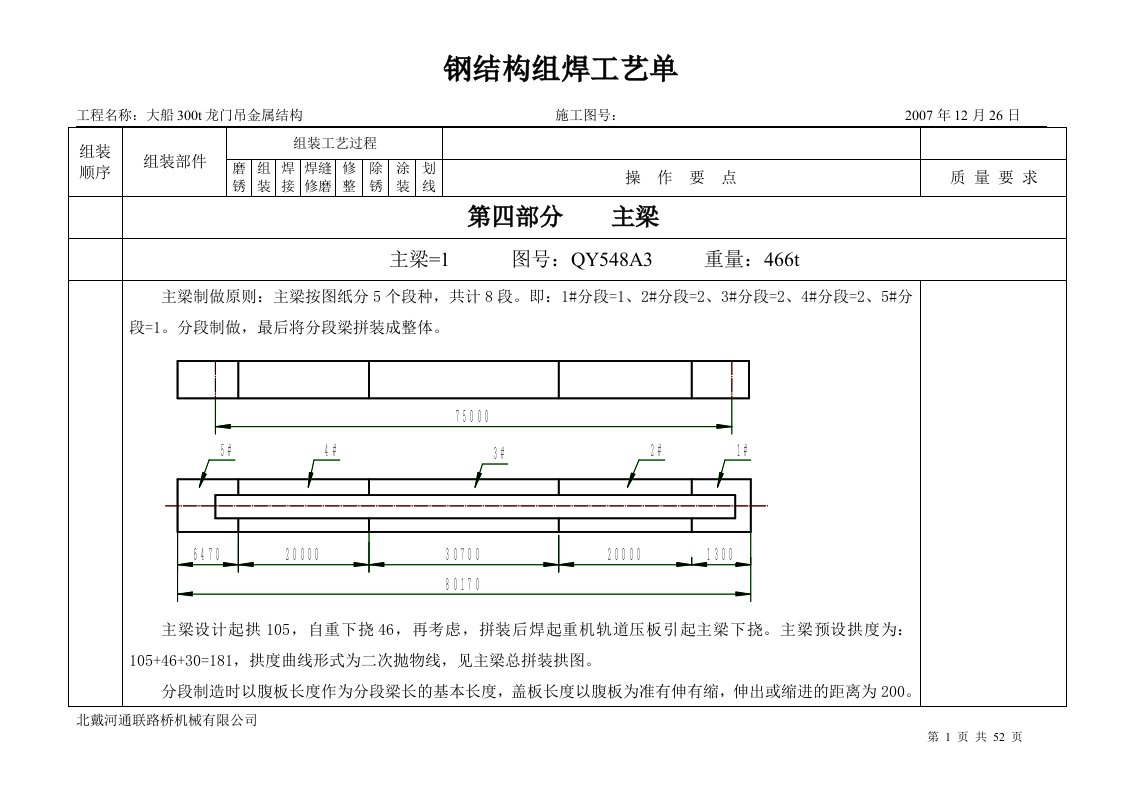
钢结构组焊工艺单 300t 20071226 工程名称:大船龙门吊金属结构施工图号:年月日 组装工艺过程 组装 组装部件 划 顺序 磨锈 组装 焊接 焊缝修磨 修整 除锈 涂装 质量要求 操作要点 线 第四部分主梁 =1 QY548A3 466t 主梁图号:重量: 主梁制做原则:主梁按图纸分5个段种,共计8段。即:1#分段=1、2#分段=2、3#分段=2、4#分段=2、5#分 段=1。分段制做,最后将分段梁拼装成整体。 主梁设计起拱105,自重下挠46,再考虑,拼装后焊起重机轨道压板引起主梁下挠。主梁预设拱度为: 105+46+30=181,拱度曲线形式为二次抛物线,见主梁总拼装拱图。 分段制造时以腹板长度作为分段梁长的基本长度,盖板长度以腹板为准有伸有缩,伸出或缩进的距离为200。 北戴河通联路桥机械有限公司 1 49 第页共页