接箍螺纹加工标准工艺卡片
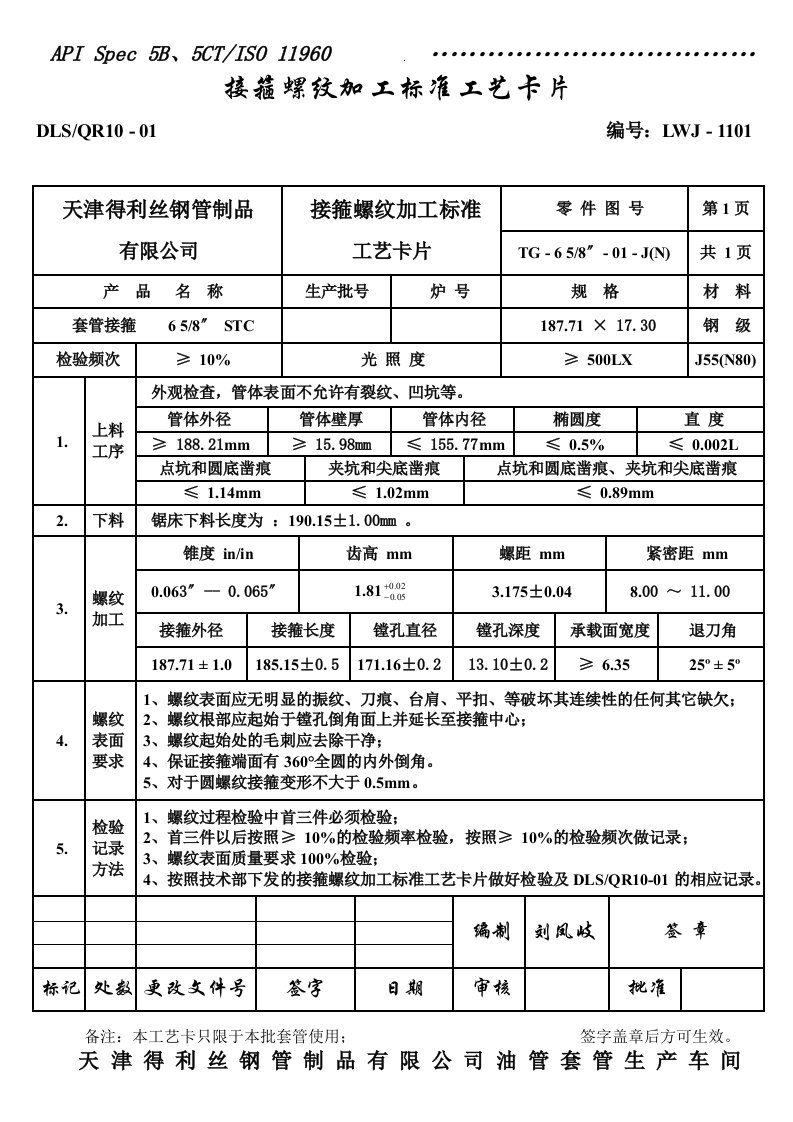
接箍螺纹加工标准工艺卡片 天津得利丝钢管制品有限公司接箍螺纹加工标准工艺卡片 零 件 图 号第1页TG - 6 5/8〞- 01 - J(N)共 1页产 品 名 称生产批号炉 号 规
接箍螺纹加工标准工艺卡片

 接箍螺纹加工标准工艺卡片接箍螺纹加工标准工艺卡片
接箍螺纹加工标准工艺卡片接箍螺纹加工标准工艺卡片