模具设计-收音机底壳配件模具设计说明书 精品
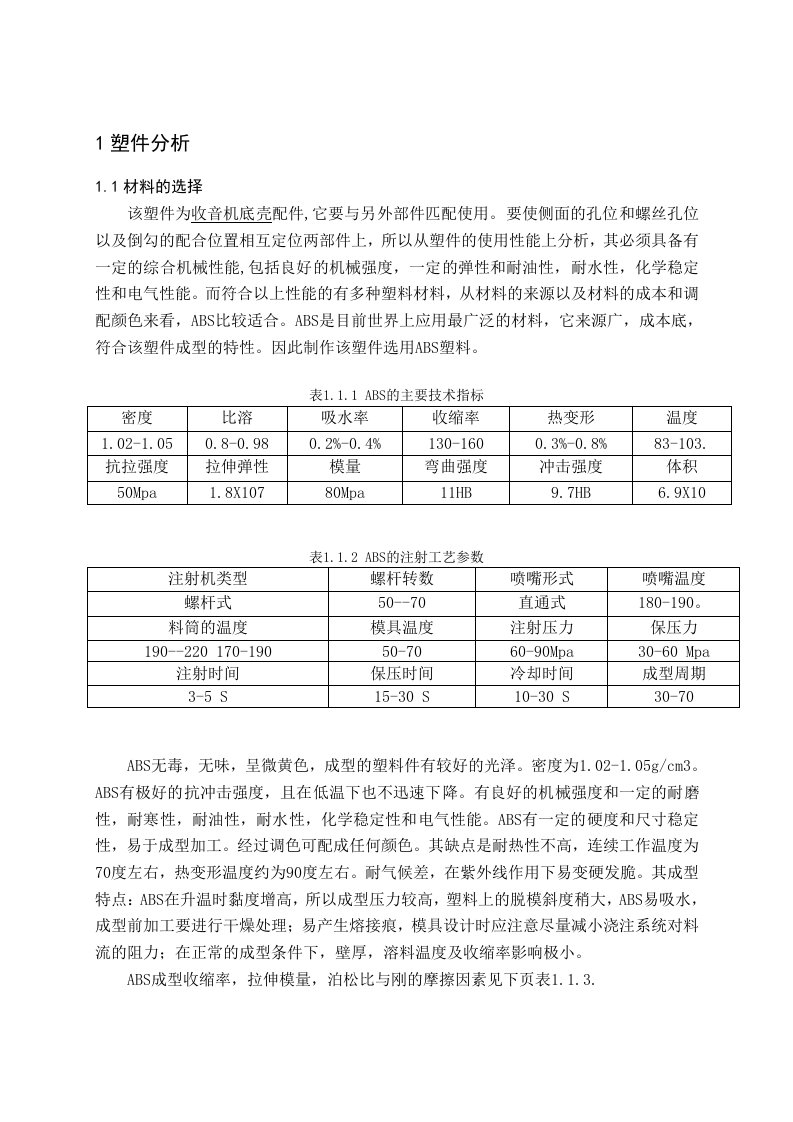
1塑件分析1.1材料的选择该塑件为收音机底壳配件,它要与另外部件匹配使用。要使侧面的孔位和螺丝孔位以及倒勾的配合位置相互定位两部件上,所以从塑件的使用性能上分析,其必须具备有一定的综合机械性能,包括良
模具设计-收音机底壳配件模具设计说明书 精品

 模具设计-收音机底壳配件模具设计说明书 精品模具设计-收音机底壳配件模具设计说明书 精品
模具设计-收音机底壳配件模具设计说明书 精品模具设计-收音机底壳配件模具设计说明书 精品