常见的焊接缺陷(内部缺陷)
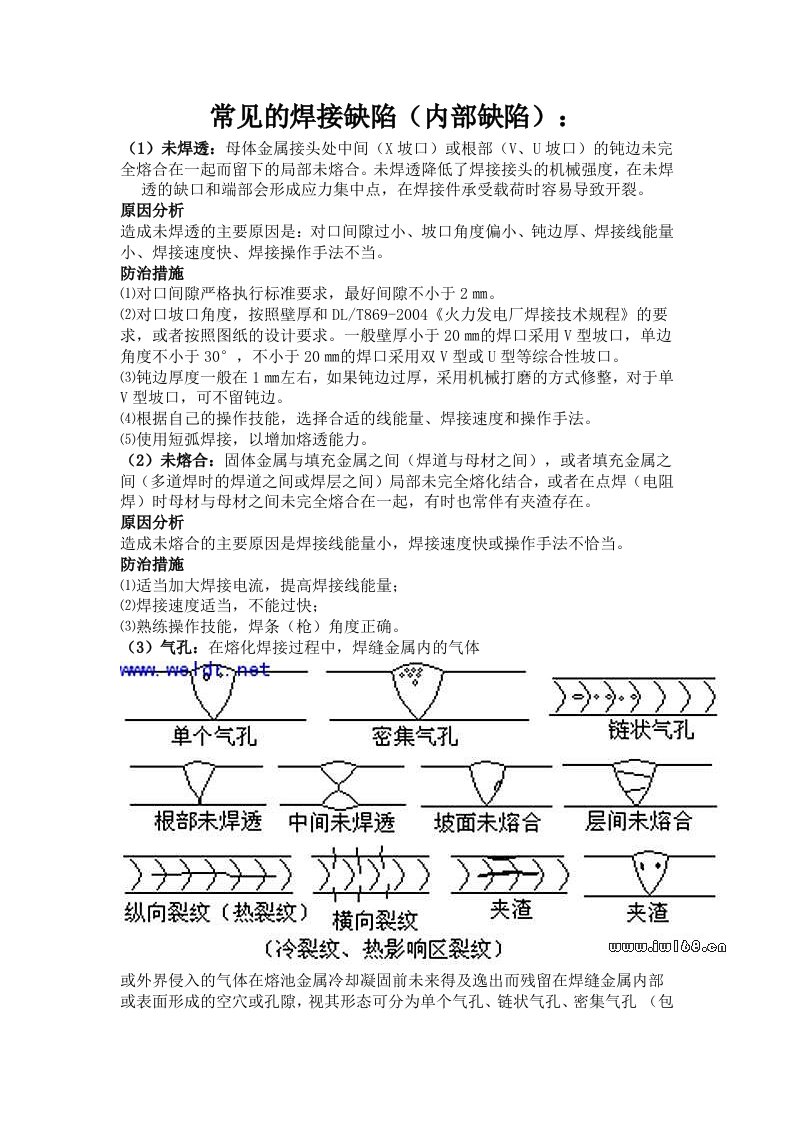
常见的焊接缺陷(内部缺陷): (1)未焊透:母体金属接头处中间(X坡口)或根部(V、U坡口)的钝边未完全熔合在一起而留下的局部未熔合。未焊透降低了焊接接头的机械强度,在未焊透的缺口和端部会形成应力集中
常见的焊接缺陷(内部缺陷)

 常见的焊接缺陷(内部缺陷)常见的焊接缺陷(内部缺陷)
常见的焊接缺陷(内部缺陷)常见的焊接缺陷(内部缺陷)