电熔焊机管件焊接参数表
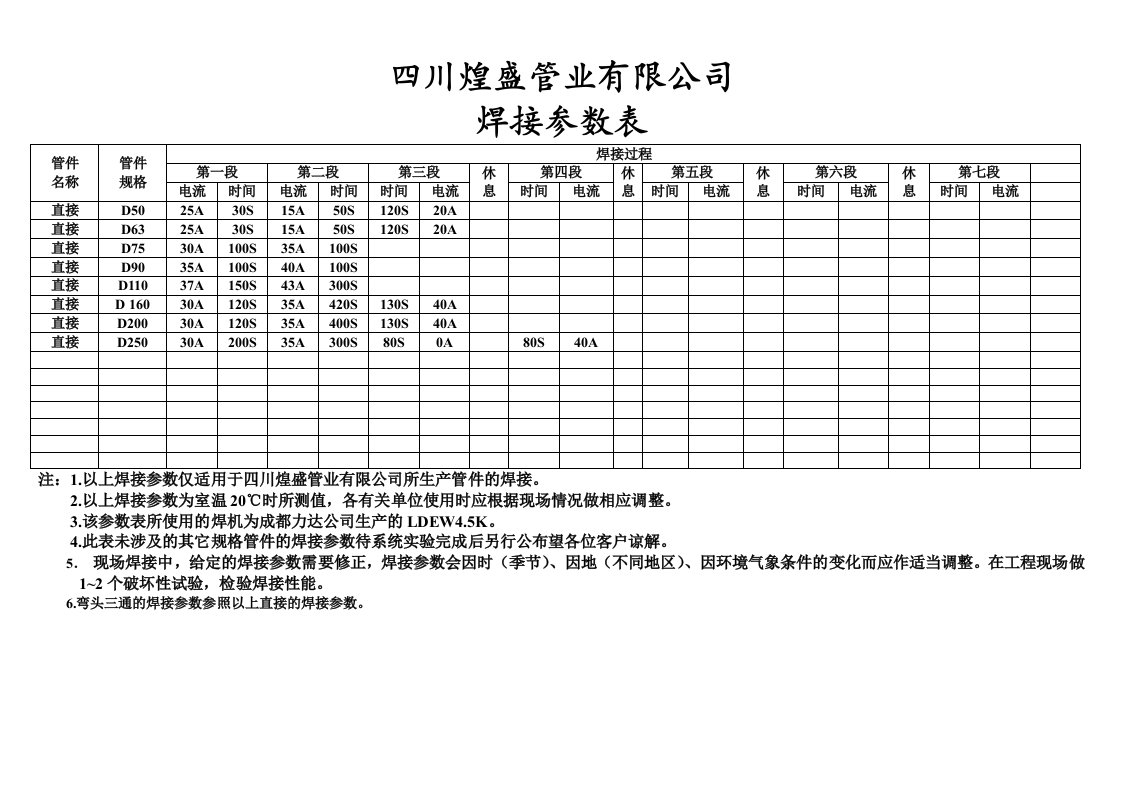
四川煌盛管业有限公司焊接参数表管件名称管件规格焊接过程第一段第二段第三段休息第四段休息第五段休息第六段休息第七段电流时间电流时间时间电流时间电流时间电流时间电流时间电流直接D5025A30S15A50
电熔焊机管件焊接参数表

 电熔焊机管件焊接参数表电熔焊机管件焊接参数表
电熔焊机管件焊接参数表电熔焊机管件焊接参数表