玻璃钢制作工艺真空导入原理
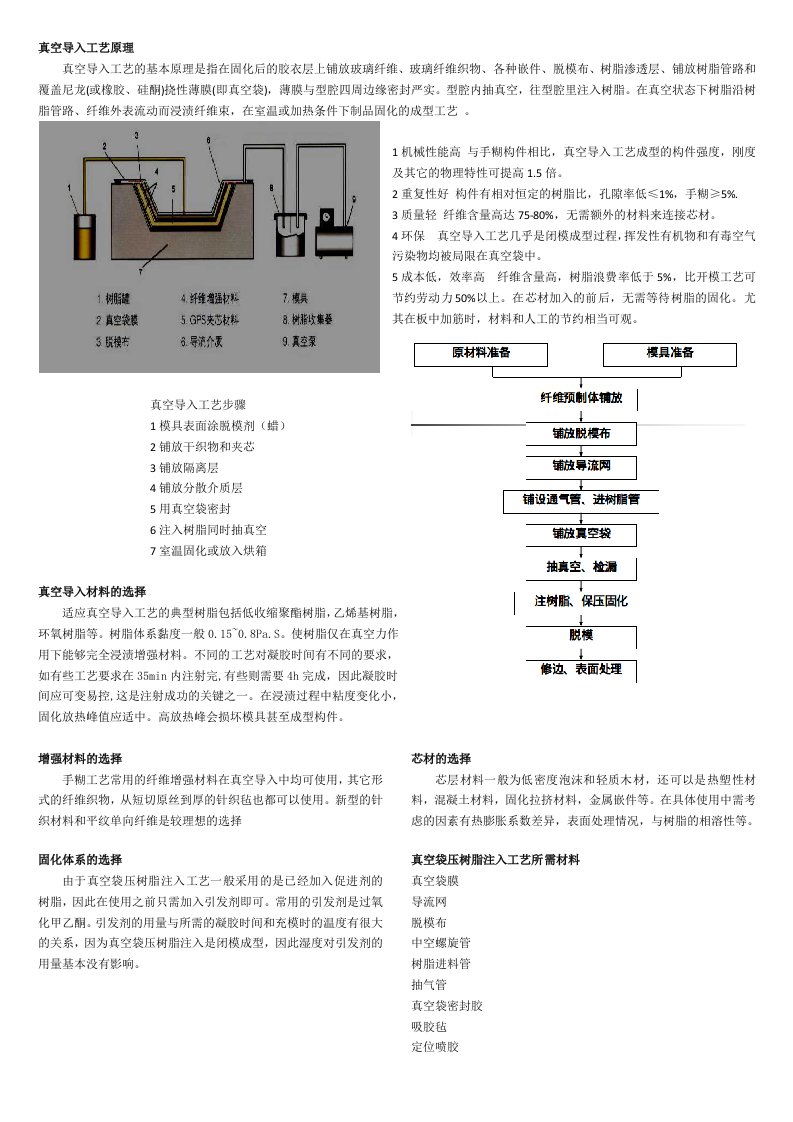
真空导入工艺原理真空导入工艺的基本原理是指在固化后的胶衣层上铺放玻璃纤维、玻璃纤维织物、各种嵌件、脱模布、树脂渗透层、铺放树脂管路和覆盖尼龙(或橡胶、硅酮)挠性薄膜(即真空袋),薄膜与型腔四周边缘密封
玻璃钢制作工艺真空导入原理

 玻璃钢制作工艺真空导入原理玻璃钢制作工艺真空导入原理
玻璃钢制作工艺真空导入原理玻璃钢制作工艺真空导入原理