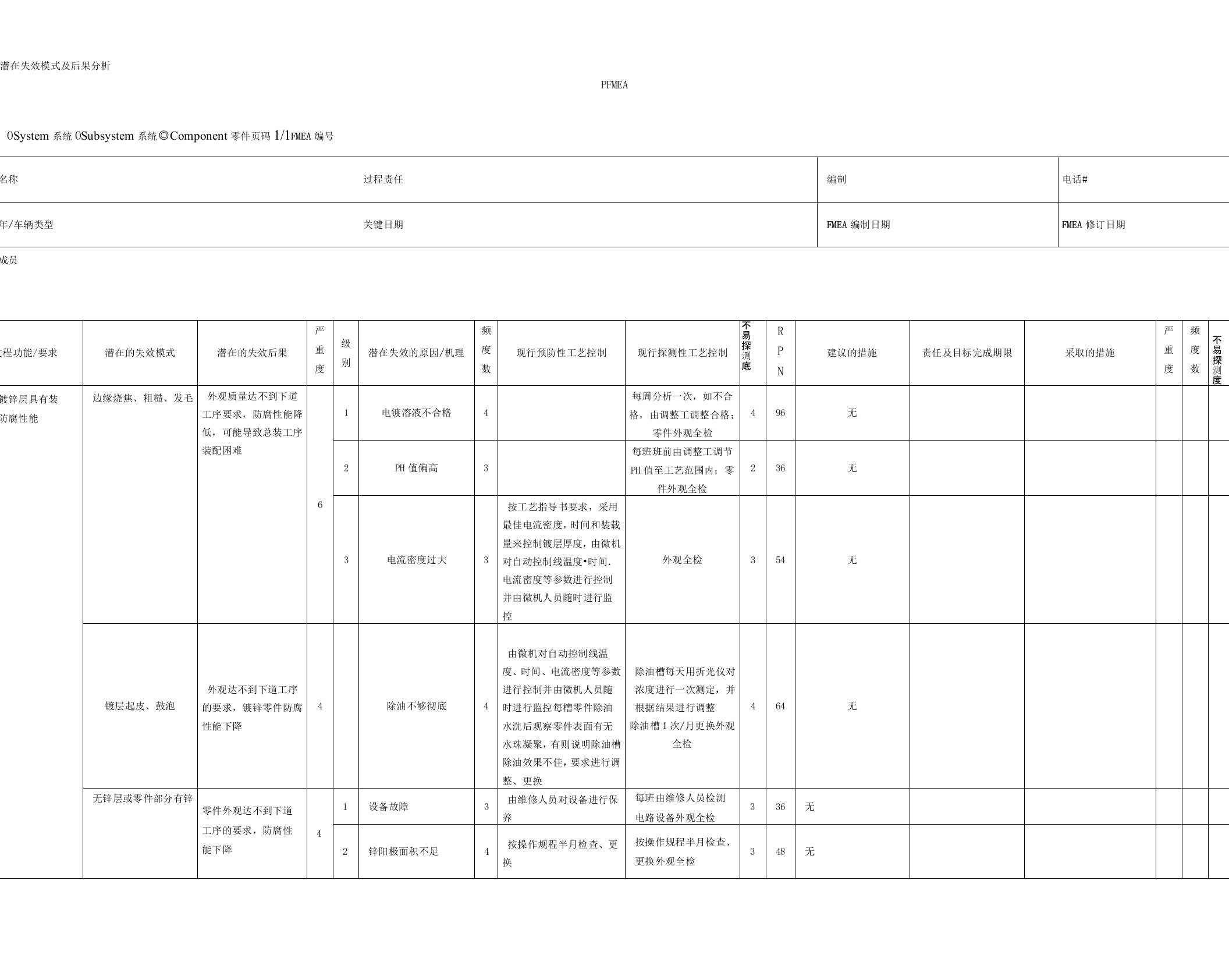
电镀锌--潜在失效模式及后果分析
潜在失效模式及后果分析PFMEAOSystem系统OSubsystem系统◎Component零件页码1/1FMEA编号零件名称过程责任编制电话#车型年/车辆类型关键日期FMEA编制日期FMEA修订日
电镀锌--潜在失效模式及后果分析

 电镀锌--潜在失效模式及后果分析电镀锌--潜在失效模式及后果分析
电镀锌--潜在失效模式及后果分析电镀锌--潜在失效模式及后果分析