氩弧焊操作工艺规程
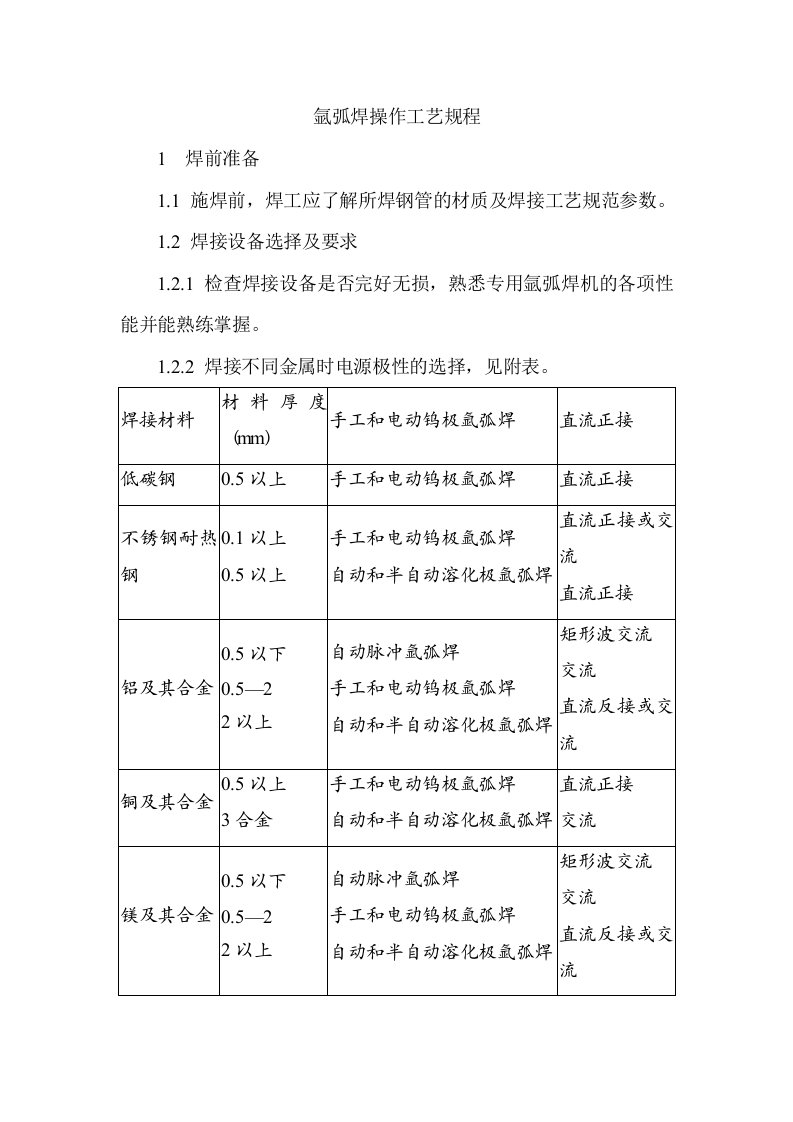
氩弧焊操作工艺规程1 焊前准备1.1 施焊前,焊工应了解所焊钢管的材质及焊接工艺规范参数。1.2 焊接设备选择及要求1.2.1 检查焊接设备是否完好无损,熟悉专用氩弧焊机的各项性能并能熟练掌握。1.
氩弧焊操作工艺规程

 氩弧焊操作工艺规程氩弧焊操作工艺规程
氩弧焊操作工艺规程氩弧焊操作工艺规程