加固质量通病
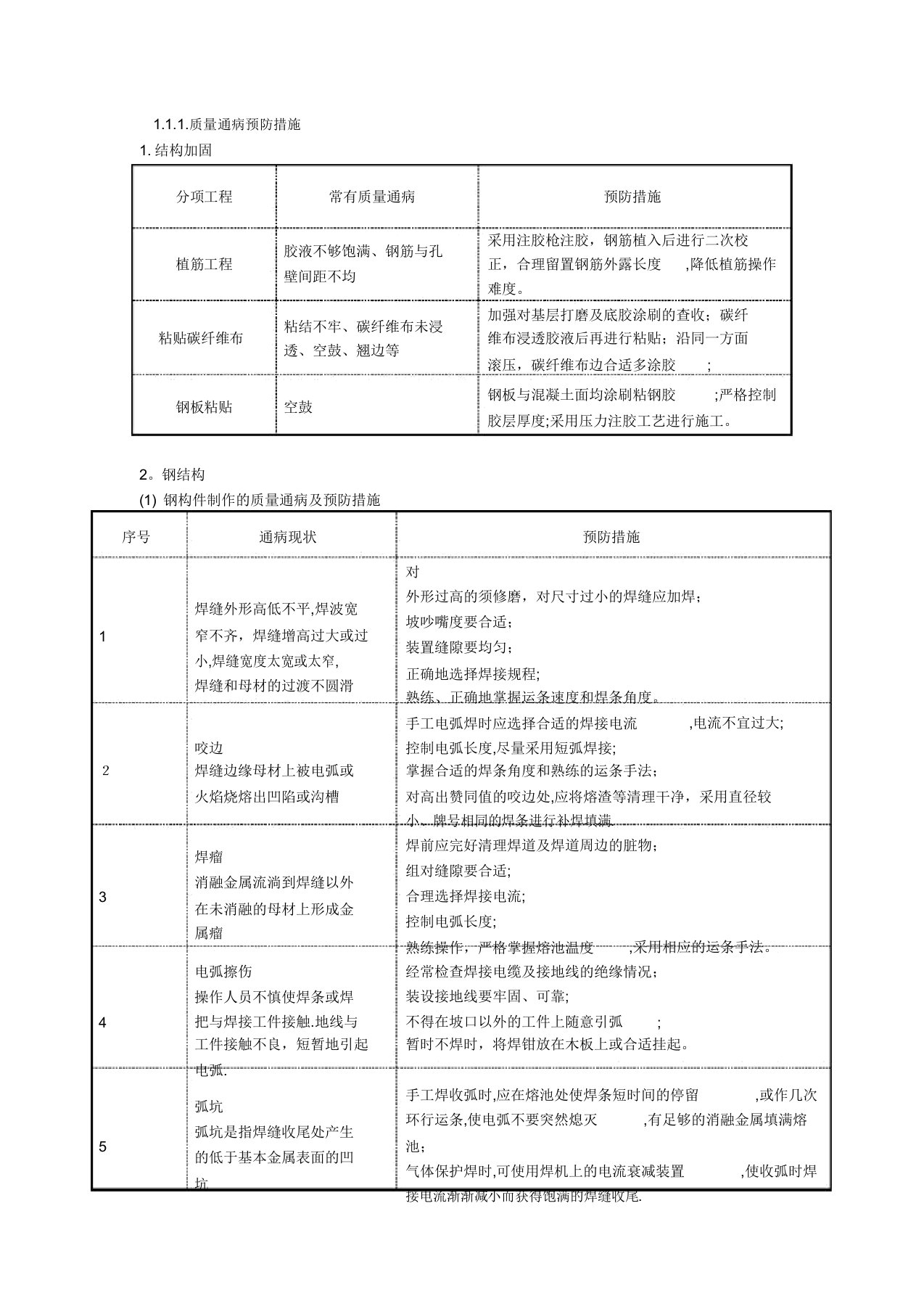
1.1.1.质量通病预防措施结构加固分项工程常有质量通病预防措施胶液不够饱满、钢筋与孔采用注胶枪注胶,钢筋植入后进行二次校植筋工程正,合理留置钢筋外露长度,降低植筋操作壁间距不均难度。粘结不牢、碳纤维
加固质量通病

 加固质量通病加固质量通病
加固质量通病加固质量通病