生产一线IPQC制程巡检记录表
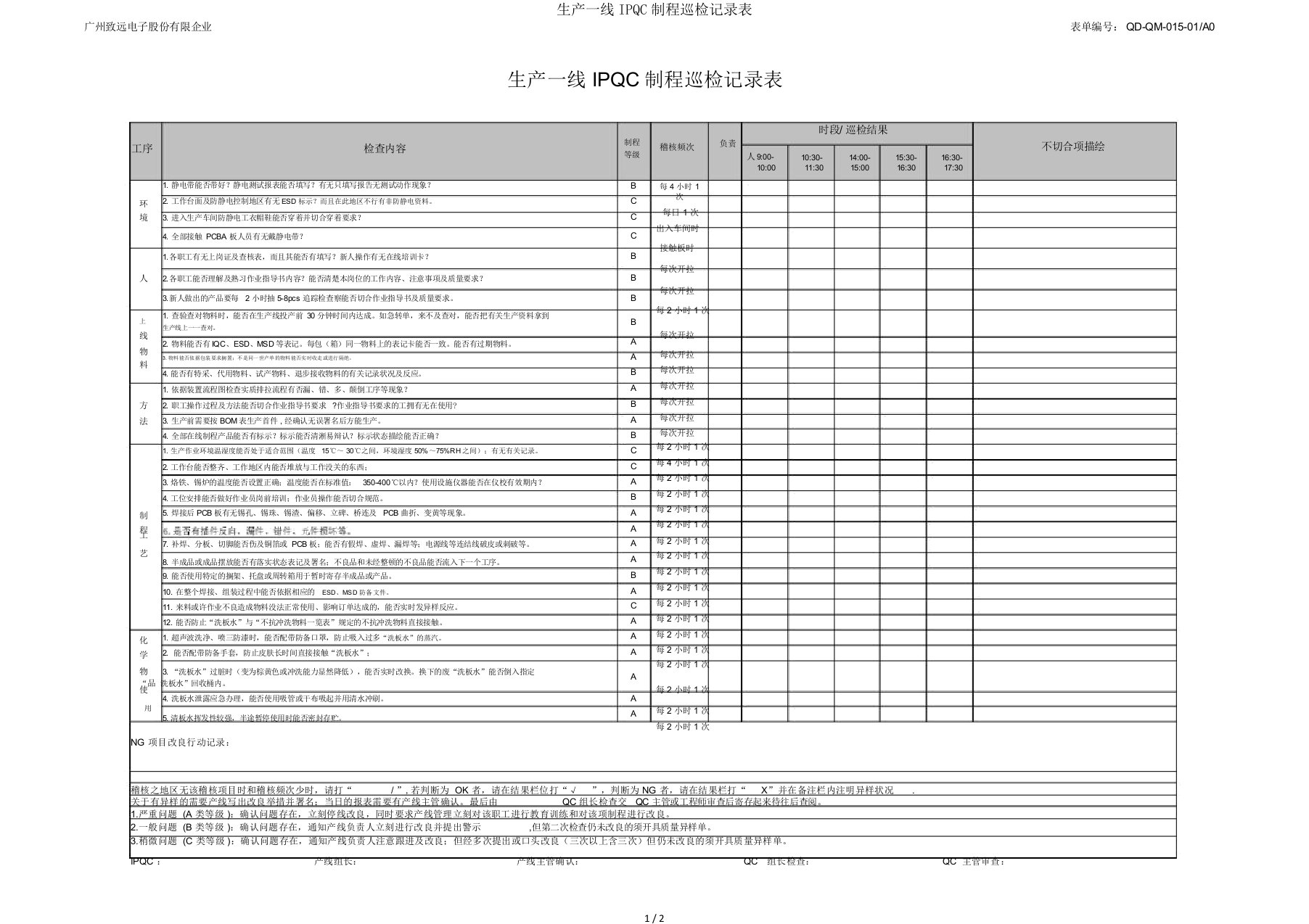
广州致远电子股份有限企业 表单编号: QD-QM-015-01/A0生产一线 IPQC制程巡检记录表工序 检查内容1. 静电带能否带好?静电测试报表能否填写?有无只填写报告无测试动作现象?2. 工作台
生产一线IPQC制程巡检记录表

 生产一线IPQC制程巡检记录表生产一线IPQC制程巡检记录表
生产一线IPQC制程巡检记录表生产一线IPQC制程巡检记录表