焊接工艺卡,作业指导书()
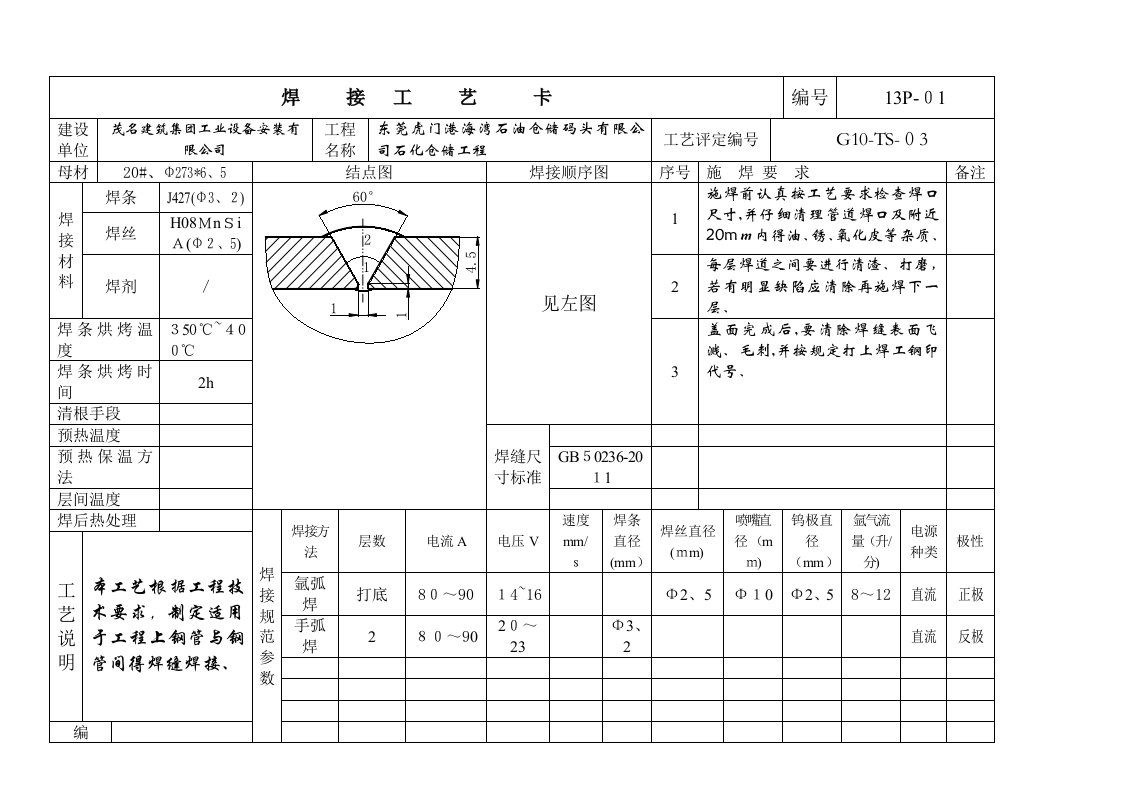
焊 接 工 艺 卡编号13P-01建设单位茂名建筑集团工业设备安装有限公司工程名称东莞虎门港海湾石油仓储码头有限公司石化仓储工程工艺评定编号G10-TS-03母材20#、Φ273*
焊接工艺卡,作业指导书()

 焊接工艺卡,作业指导书()焊接工艺卡,作业指导书()
焊接工艺卡,作业指导书()焊接工艺卡,作业指导书()