FANUC系统专用子程序
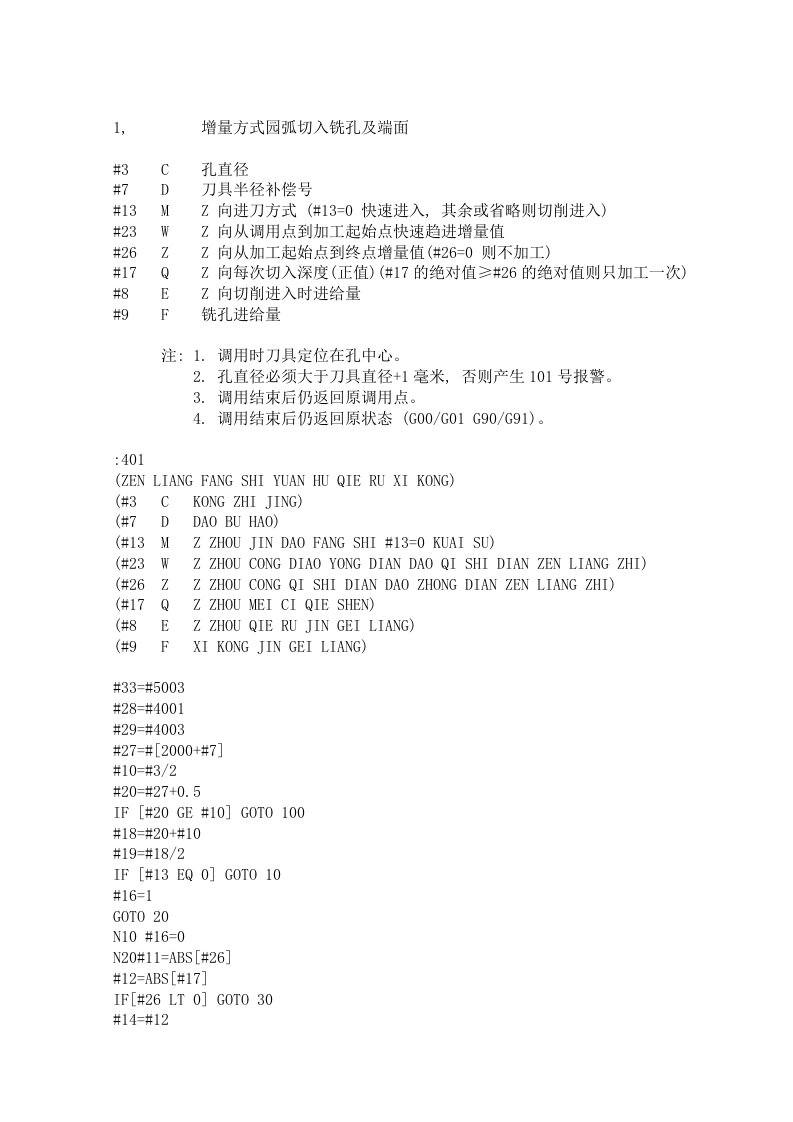
1, 增量方式园弧切入铣孔及端面#3 C 孔直径#7 D 刀具半径补偿号#13 M Z 向进刀方式 (#13=0 快速进入, 其余或省略则切削进入)#
FANUC系统专用子程序

 FANUC系统专用子程序FANUC系统专用子程序
FANUC系统专用子程序FANUC系统专用子程序