关键工序质量控制表(热轧、冷轧、拉弯矫、纵剪、横切、冲床)
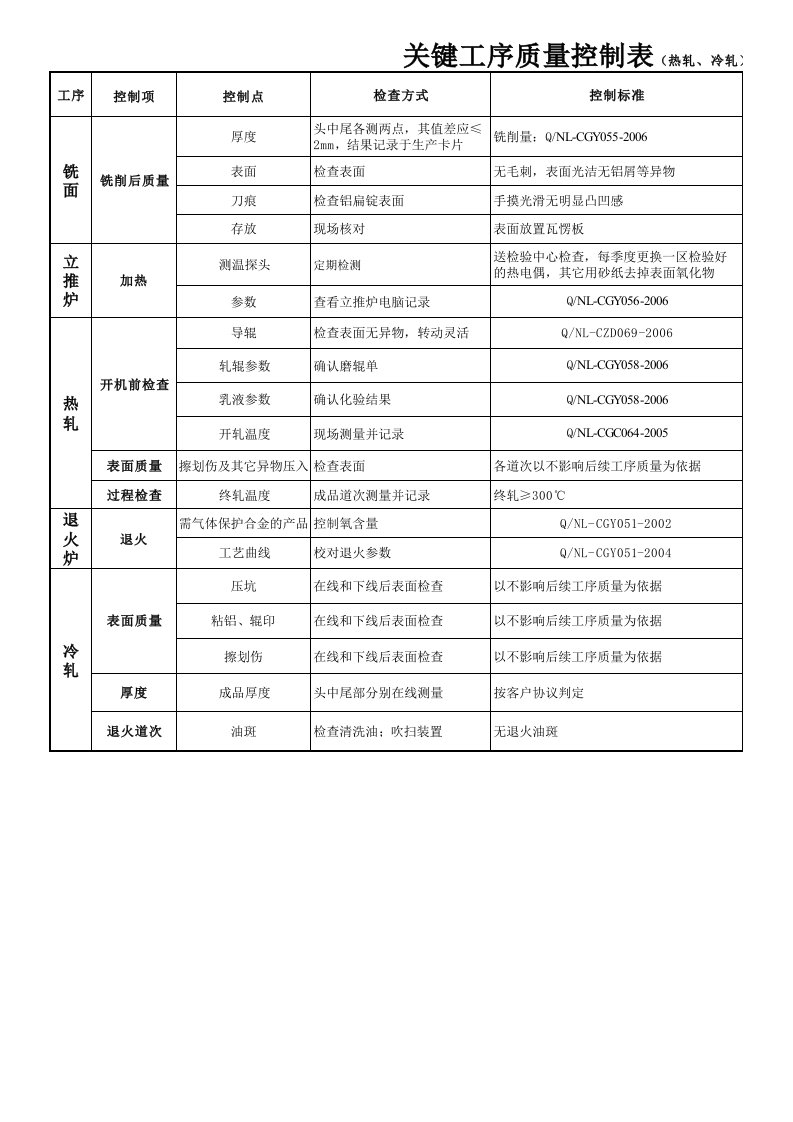
关键工序质量控制表(热轧、冷轧)工序控制项控制点检查方式控制标准检测手段检验频率检验考核责任人检查人操作员质检员铣面铣削后质量厚度头中尾各测两点,其值差应≤2mm,结果记录于生产卡片铣削量:Q/NL-
关键工序质量控制表(热轧、冷轧、拉弯矫、纵剪、横切、冲床)

 关键工序质量控制表(热轧、冷轧、拉弯矫、纵剪、横切、冲床)关键工序质量控制表(热轧、冷轧、拉弯矫、纵剪、横切、冲床)
关键工序质量控制表(热轧、冷轧、拉弯矫、纵剪、横切、冲床)关键工序质量控制表(热轧、冷轧、拉弯矫、纵剪、横切、冲床)