变压器线圈浇注工艺12
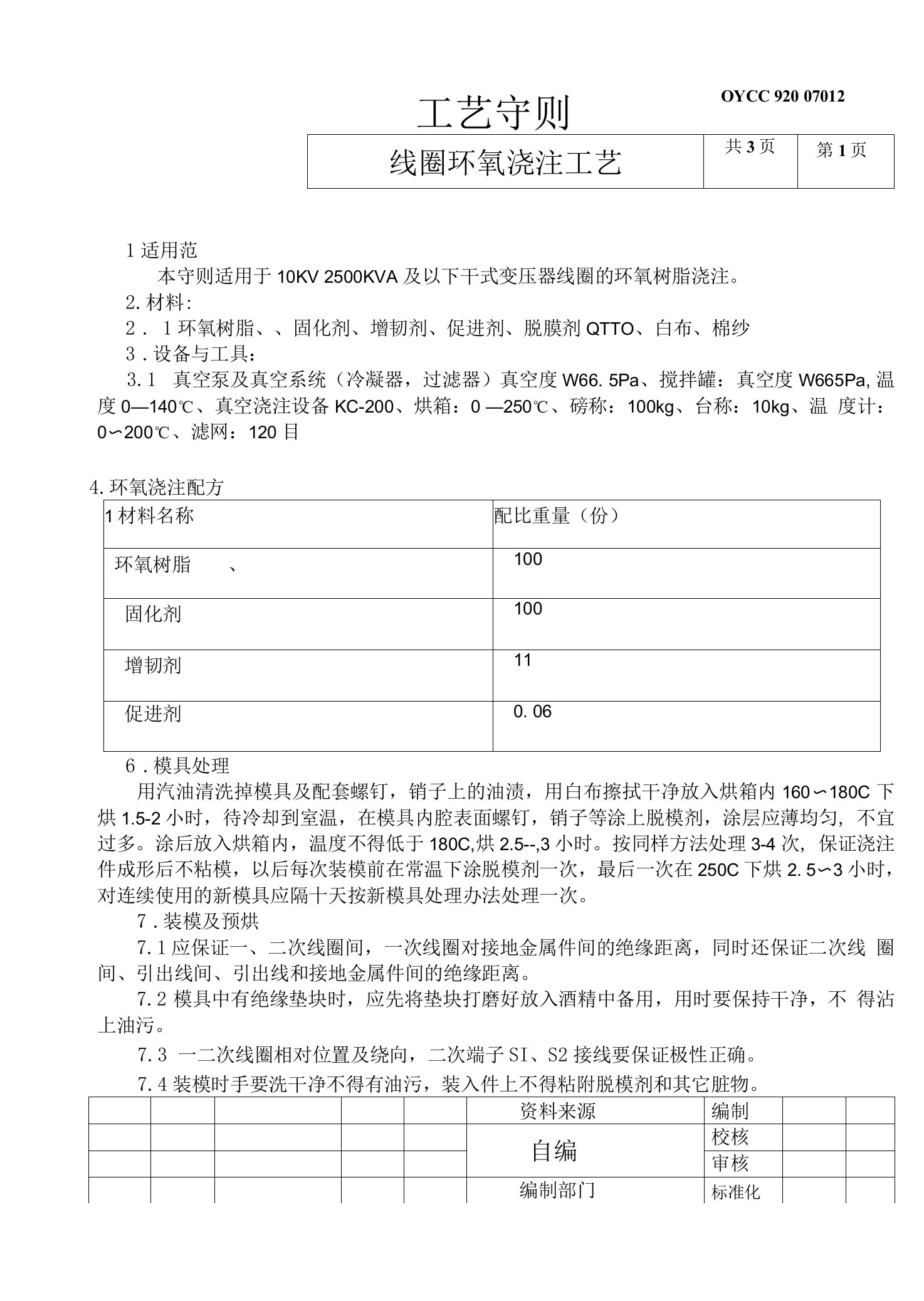
线圈环氧浇注工艺共3页第1页OYCC 920 070121适用范本守则适用于10KV 2500KVA及以下干式变压器线圈的环氧树脂浇注。2.材料:. 1环氧树脂、、固化剂、增韧剂、促进剂、脱膜剂QTT
变压器线圈浇注工艺12

 变压器线圈浇注工艺12变压器线圈浇注工艺12
变压器线圈浇注工艺12变压器线圈浇注工艺12