45号钢调质工艺
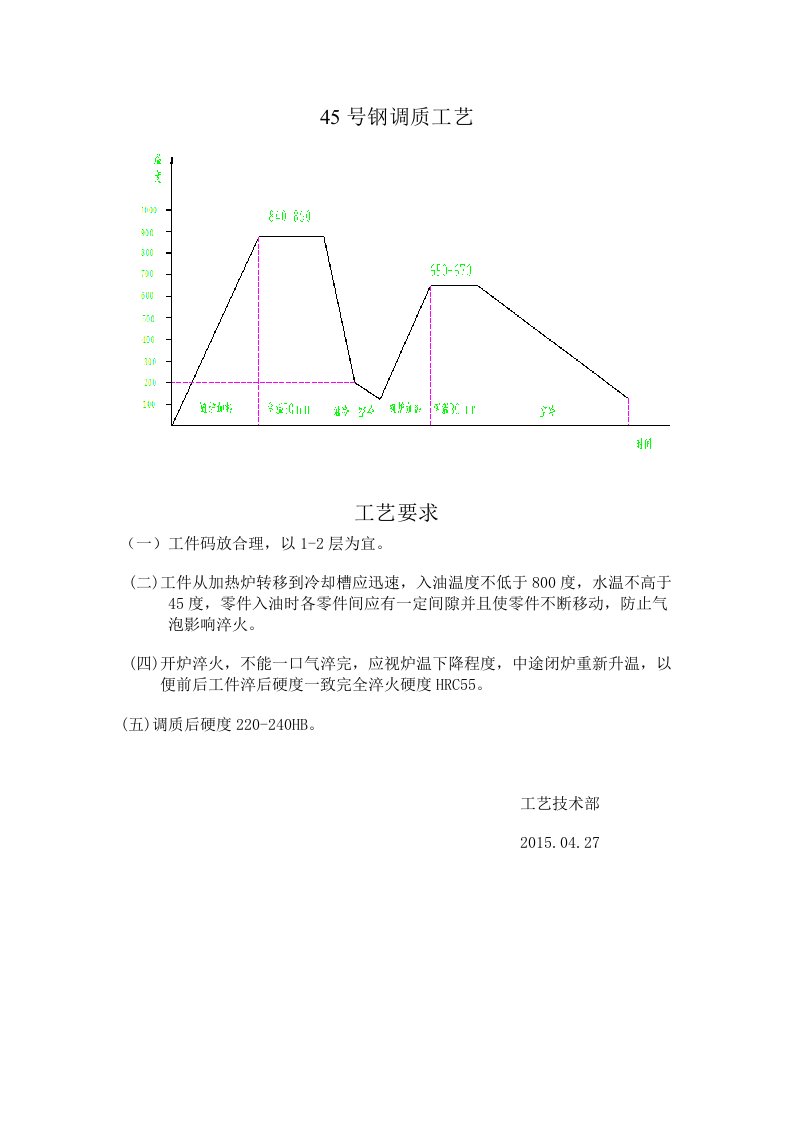
45号钢调质工艺工艺要求(一)工件码放合理,以1-2层为宜。 (二)工件从加热炉转移到冷却槽应迅速,入油温度不低于800度,水温不高于45度,零件入油时各零件间应有一定间隙并且使零件不断移动,防止气泡
45号钢调质工艺

 45号钢调质工艺45号钢调质工艺
45号钢调质工艺45号钢调质工艺