电焊条检验技术
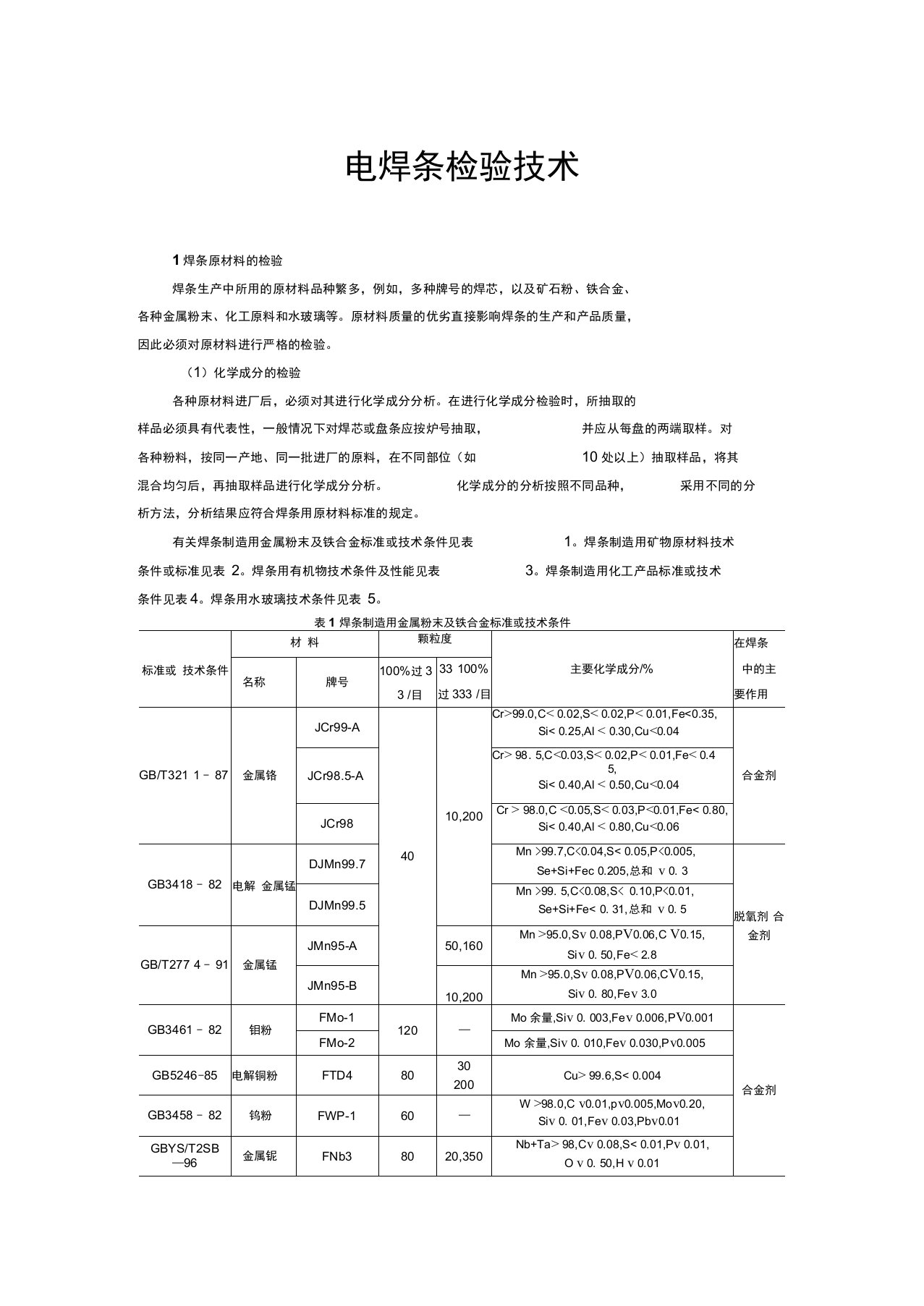
电焊条检验技术1焊条原材料的检验焊条生产中所用的原材料品种繁多,例如,多种牌号的焊芯,以及矿石粉、铁合金、各种金属粉末、化工原料和水玻璃等。原材料质量的优劣直接影响焊条的生产和产品质量,因此必须对原材
电焊条检验技术

 电焊条检验技术电焊条检验技术
电焊条检验技术电焊条检验技术