附表及复习作业题
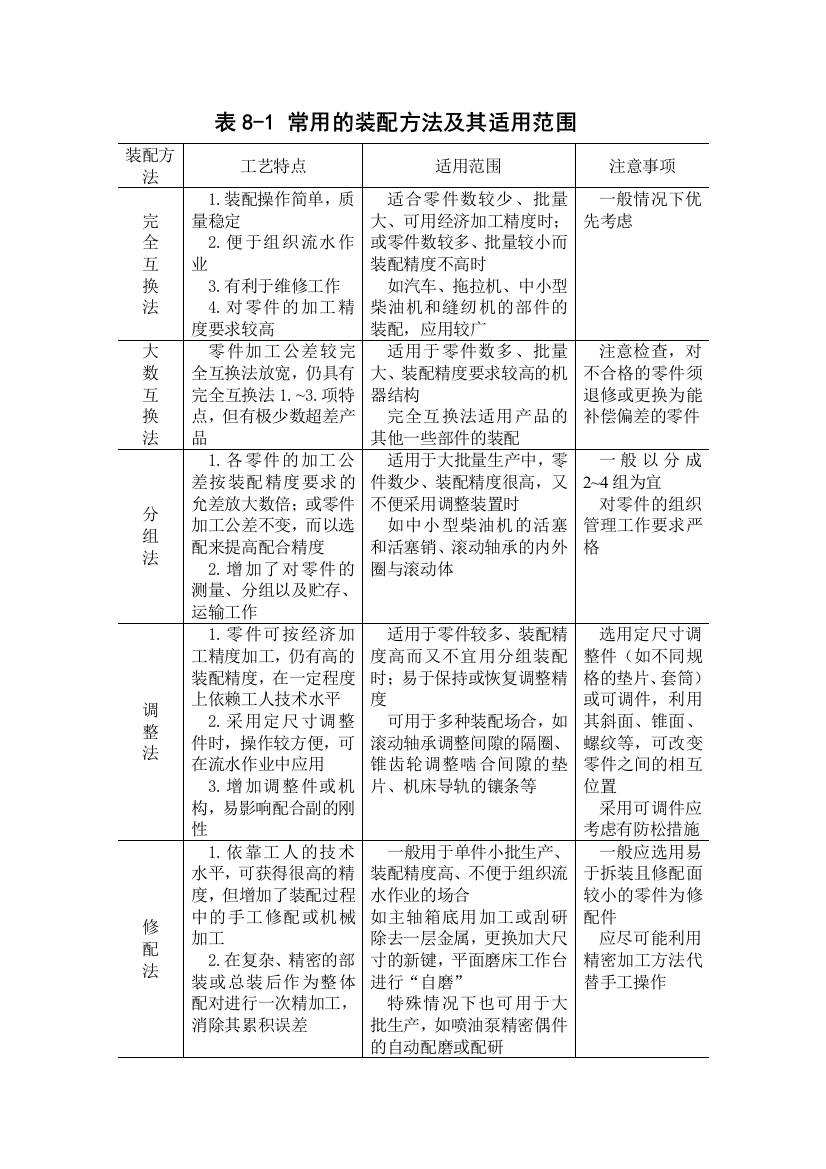
表8-1 常用的装配方法及其适用范围装配方法工艺特点适用范围注意事项完全互换法1.装配操作简单,质量稳定2.便于组织流水作业3.有利于维修工作4.对零件的加工精度要求较高适合零件数较少、批量大、可用经
附表及复习作业题

 附表及复习作业题附表及复习作业题
附表及复习作业题附表及复习作业题