数控加工工艺过程卡
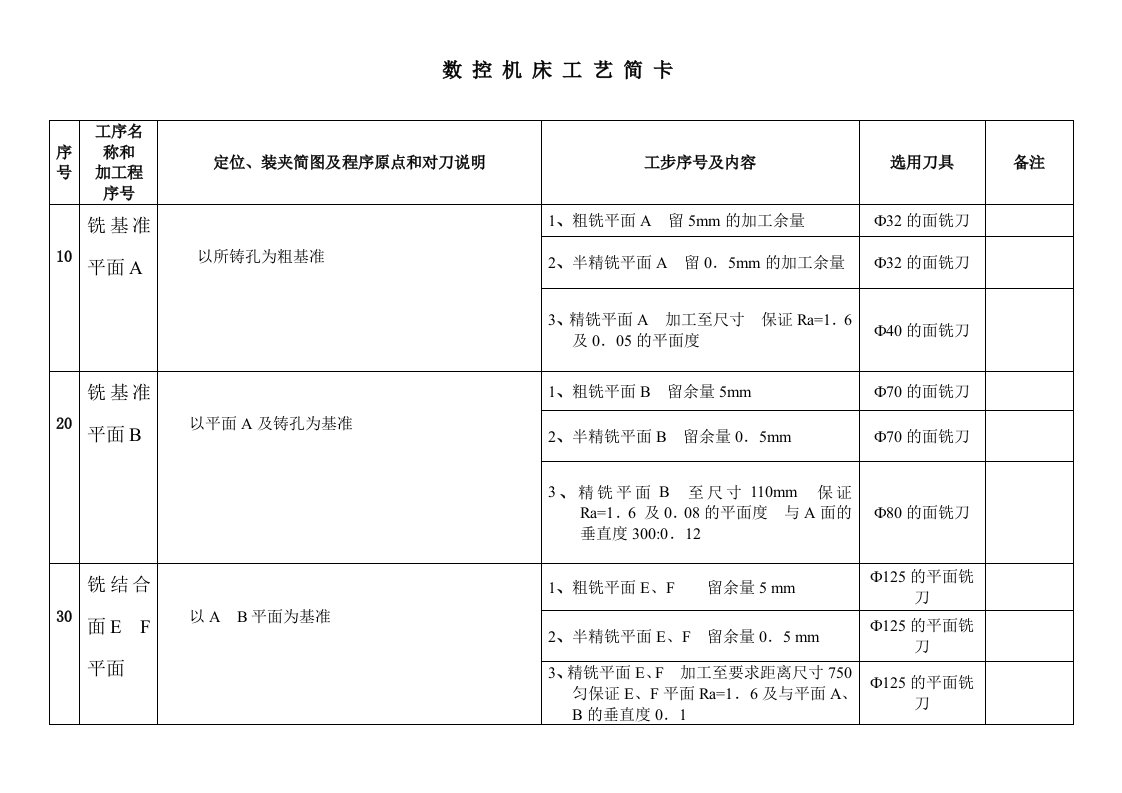
数 控 机 床 工 艺 简 卡 序号工序名称和加工程序号定位、装夹简图及程序原点和对刀说明工步序号及内容选用刀具备注10铣基准平面A以所铸孔为粗基准1、粗铣平面A 留5mm的加工余量 Ф32的面铣刀
数控加工工艺过程卡

 数控加工工艺过程卡数控加工工艺过程卡
数控加工工艺过程卡数控加工工艺过程卡