传动轴加工工艺过程卡片
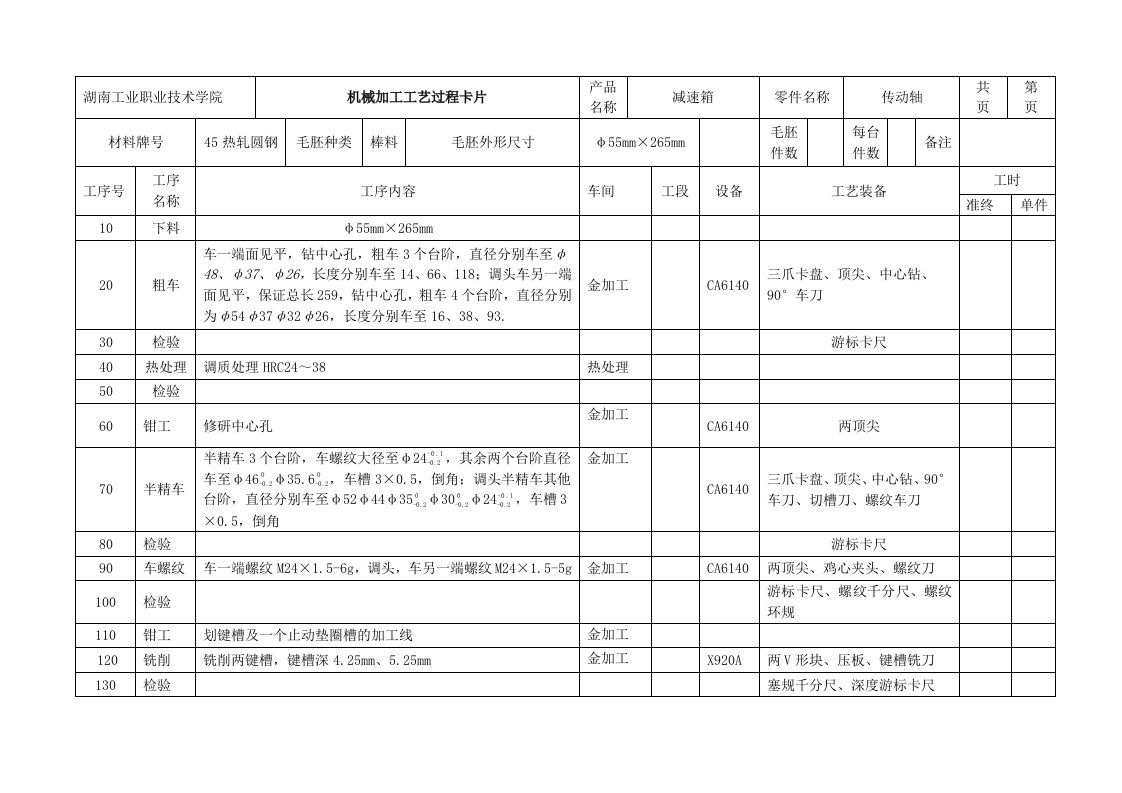
湖南工业职业技术学院机械加工工艺过程卡片产品名称减速箱零件名称传动轴共 页第 页材料牌号45热轧圆钢毛胚种类棒料毛胚外形尺寸φ55mm×265mm 毛胚件数 每台件数 备注 工序号工序名称工序内容
传动轴加工工艺过程卡片

 传动轴加工工艺过程卡片传动轴加工工艺过程卡片
传动轴加工工艺过程卡片传动轴加工工艺过程卡片