KYN28A-12中置柜质量控制点
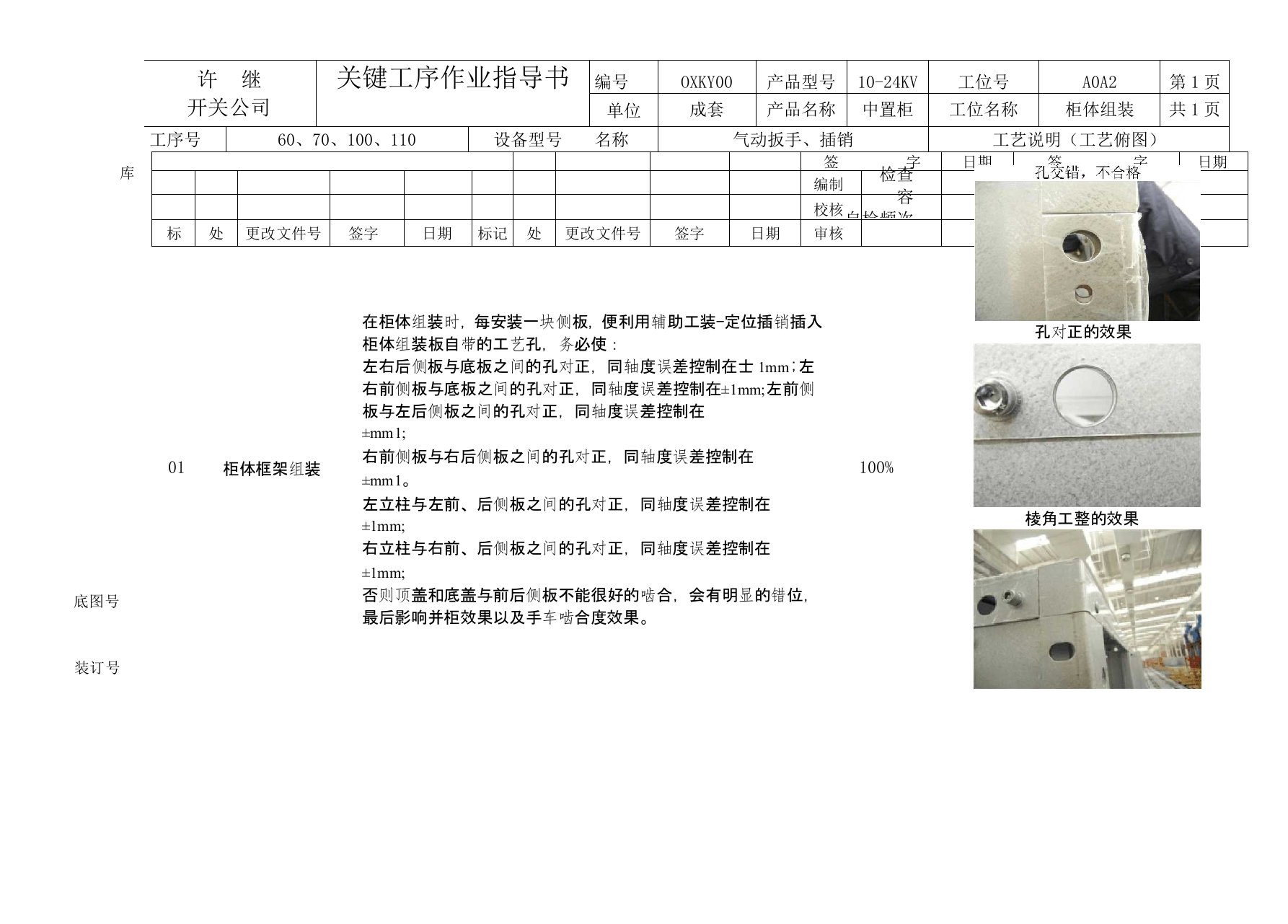
许继关键工序作业指导书编号OXKY00产品型号10-24KV工位号A0A2第1页开关公司单位成套产品名称中置柜工位名称柜体组装共1页工序号60、70、100、110设备型号名称气动扳手、插销工艺说明(
KYN28A-12中置柜质量控制点

 KYN28A-12中置柜质量控制点KYN28A-12中置柜质量控制点
KYN28A-12中置柜质量控制点KYN28A-12中置柜质量控制点